In unserer Datenbank NC-Solutions finden Sie Lösungen zu häufig vorkommenden Aufgabenstellungen
Maschinenbezogene Position anfahren
NC FAQ1119
Wenn Sie in einem NC-Programm auf eine Maschinenbezogene Position fahren möchten, also eine Position unabhängig vom Bezugspunkt, von Koordinatenumrechnungen und Werkzeugdaten, können sie dies mit der Funktion M91 realisieren. Bei Positioniersätzen mit der Zusatzfunktion M91 beziehen sich die angegebenen Koordinaten immer auf das Maschinenkoordinatensystem. Die Zusatzfunktion M91 wirkt nur satzweise. Um die Koordinaten im Maschinenkoordinatensystem zu ermitteln gehen Sie folgendermaßen vor.
1. Fahren Sie, im manuellen Betrieb die Achsen auf die gewünschte Position, die Sie später im Programm positionieren möchten.
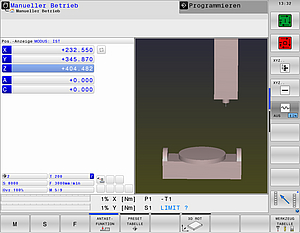
2. Drücken Sie die MOD-Taste
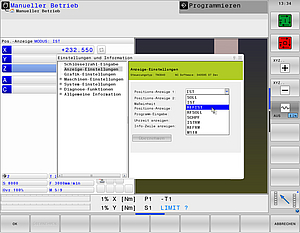
3. Stellen Sie die Positions-Anzeige 1 auf REFIST
4. Drücken Sie den Softkey ÜBERNEHMEN
5. Drücken Sie den Softkey OK
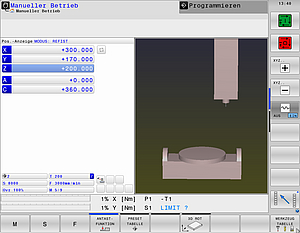
6. Notieren Sie sich die in der Positions-Anzeige angezeigten Werte
7. Stellen Sie die Positions-Anzeige im MOD-Menü wieder zurück auf die ursprüngliche Einstellung
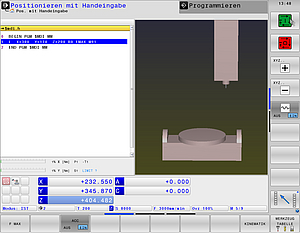
8. Programmieren Sie im NC-Programm oder in der Betriebsart Positionieren mit Handeingabe einen NC-Satz, bei dem Sie als Koordinaten die notierten Werte und die Zusatzfunktion M91 eintragen. Zum Beispiel:
L X+300 Y+170 Z+200 R0 FMAX M91
Wenn Sie diesen NC-Satz mit NC-START starten, positioniert die Steuerung die Achsen immer auf der selben Position, unabhängig vom Bezugspunkt und den Werkzeugdaten.
Beachten Sie, dass auch keine Koordinatenumrechnungen, wie z. B. Bearbeitungsebene schwenken, wirken.